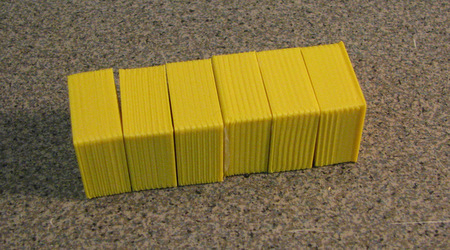
My calibration squares come out the correct size but I'm not happy about the edges. They are being printed at .3 layer height and 100% infill, I also tried some at 33% infill.
It was the subject of the "Is my Bed Bent" thread on the A1 forum
but I didn't get any answers that addressed the problem.
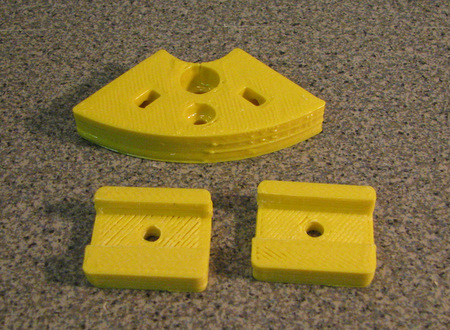
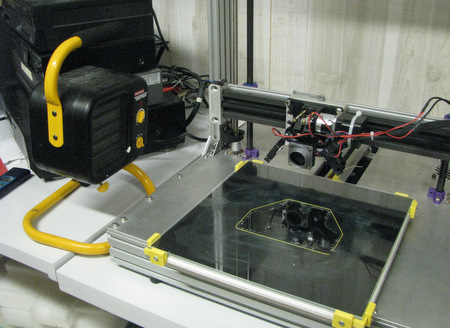
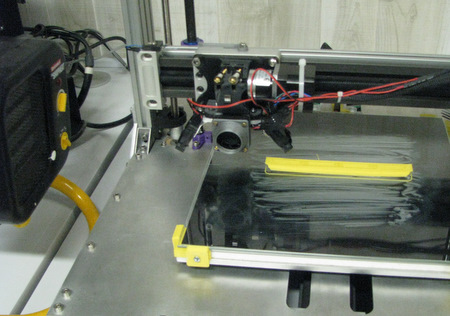
Above: I printed new bed corners (Thanks Glenn!) and leveled the bed
http://www.thingiverse.com/thing:75099
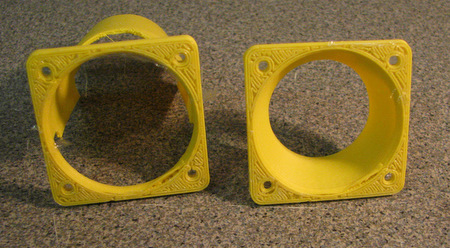
Right: I re-printed the J-head Fan Shroud (Thanks Eugene!)
http://www.thingiverse.com/thing:68666
http://www.thingiverse.com/thing:68674

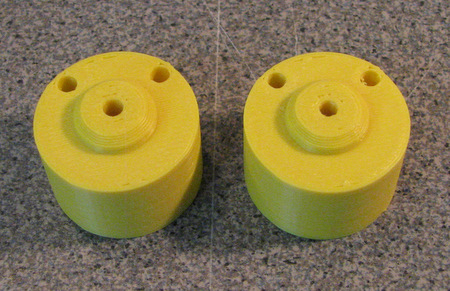
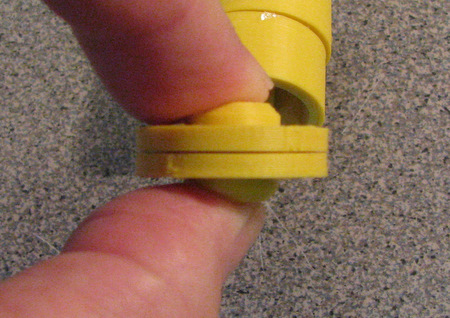
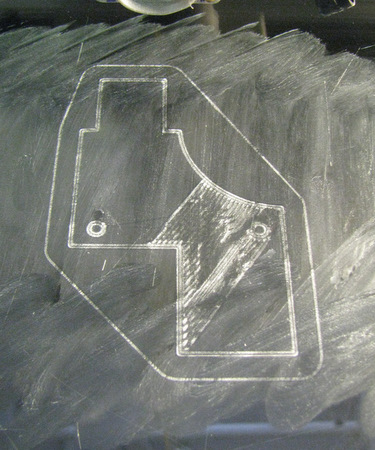
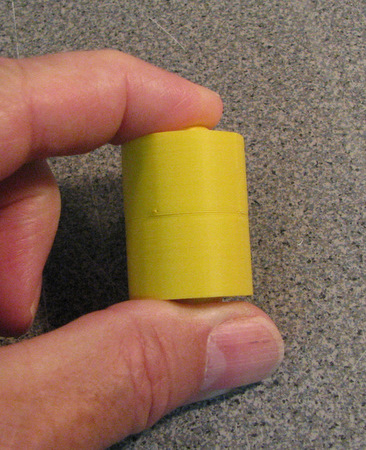
SO I moved on to some real R2 parts - these are called shoulder buttons and are 1 in. in diameter and .625 in. high
Right - note that the bottoms are square - printed at .3 layer height and 33% infill. I'm not really happy with the finish on the top.

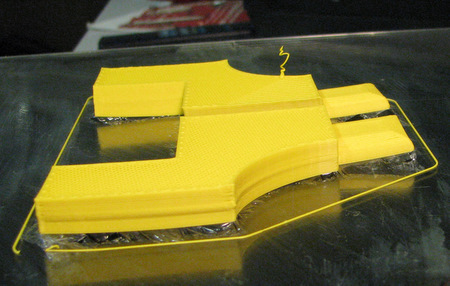
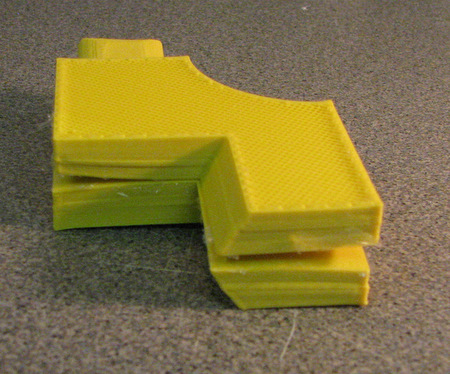
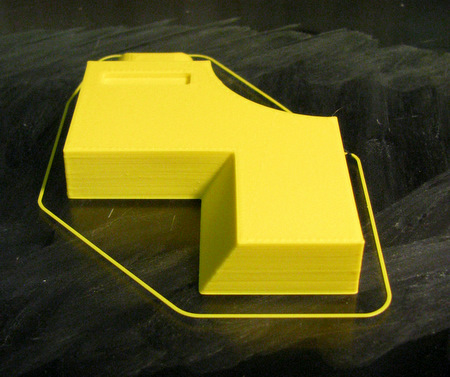
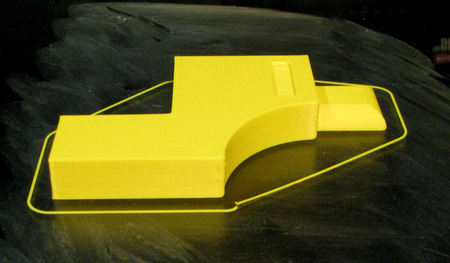
Below Left & Right: I didn't look for warping problems until later on, but it turns out the bottom edges of all of the parts are slightly warped.